Introduction To Rivets & Types Of Rivets

1. Introduction
“Fastening is a joining technique that mechanically joins or affixes two or more objects together “.
2. Types Of Fastening
The fastenings (i.e., joints) may be classified into the following two groups
1. Permanent fastenings, and
2. Temporary or detachable fastenings
2.1. Permanent Fastenings
The permanent fastenings are those fastenings that can not be disassembled without destroying the connecting components. The examples of permanent fastenings in order of strength are soldered, brazed, welded, and riveted joints.
2.2. Temporary Fastenings
The temporary or detachable fastenings are those fastenings that can be disassembled without destroying the connecting components. Examples of temporary fastenings are screwed, keys, cotters, pins, and splined joints.

3. Definition Of Rivet
A rivet is a short cylindrical bar with a head integral to it. The cylindrical portion of the rivet is called shank or body, and the lower portion of the shank is known as the tail, as shown in Fig. The rivets make permanent fastening between the plates, such as structural work, shipbuilding, bridges, tanks, and boiler shells. The riveted joints are widely used for joining light metals.
4. Important Terms Used In Riveted Joints
The following terms in connection with the riveted joints are essential from the subject point of view.
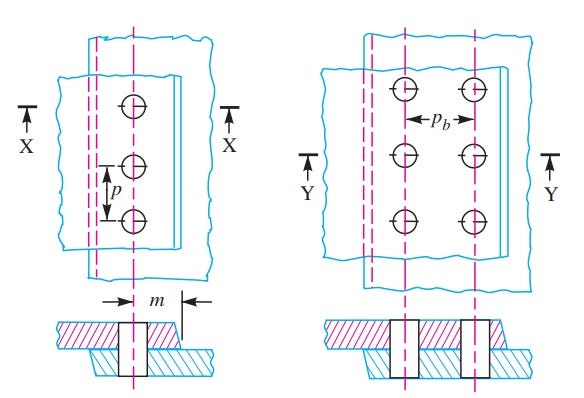
Pitch. It is the distance from the center of one rivet to the center of the next rivet measured parallel to the seam, as shown in Fig. It is usually denoted by p.
Back pitch. It is the perpendicular distance between the center lines of the successive rows, as shown in Fig. Pb usually denotes it.
Diagonal pitch. It is the distance between the centers of the rivets in adjacent rows of zig-zag riveted joint, as shown in Fig. It is usually denoted by PD.
Margin or marginal pitch. It is the distance between the center of the rivet hole to the nearest edge of the plate, as shown in Fig. It is usually denoted by m.
5. Types Of Rivets
Rivets are classified based on the shape of their head.
5.1. Snap Head
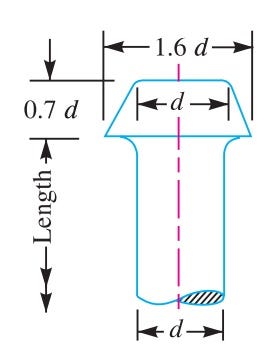
Rivets with this kind of head are used most of all. This type of rivets is shown in the figure. The head is of a semi-circle in shape. Its diameter is 1.6D, and its height is 0.7D. The joints of this rivet are very strong. That is why it is widely used in bridges made of iron material.

5.2. Pan’s Head
In heavy engineering, pan head rivets are used. These have been shown in the figure. The height of its head is 0.7D, and its diameter is 1.6D. The upper portion of the rivet head is flat and taper. The small diameter of the head is equal to the diameter of the rivet.
5.3. Conical Head
The conical head rivet is shown in the figure. The conical shape is given used for light jobs. A conical shape is given to the head by a hammer. The diameter of its head is 0.75D, and the height of its head is 2D.

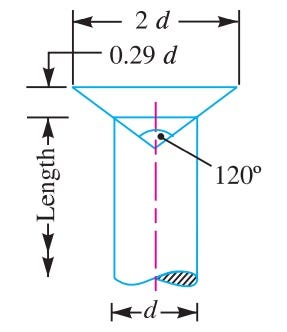
5.4. Countersunk 120
This type of rivet is used when necessary to keep the surface plane even after fixing a rivet. The diameter of its head is 1.5D, taper idle is 0.5D, and taper angle is 60. There are three kinds, as shown in the figure.
Also Read
What is a Chain? Types of Chain and Chain Drives
what is Bearing? Types of Bearings and Classification. | LEARN ENGINEERING
12 types of industrial compressors and their working principle
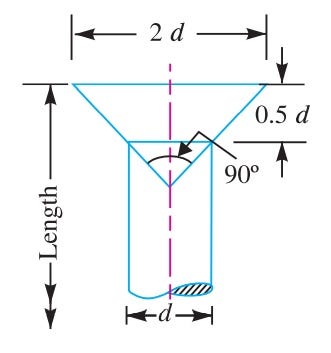
5.5. Flat Countersunk 90
These rivets are the same as that of countersunk 120 deg. The only difference is that it has a 90 deg angle in the head. The diameter of the head is 2d, and the height of the head is 0.5f. These rivets are used primarily on ships, pressure vessels.
5.6. Flat Countersunk With 60
These rivets are the same as that of countersunk 120 deg. The only difference is that it has a 60 deg angle in the head. The diameter of the head is 2d, and the height of the head is 0.5f. These rivets are used primarily on ships, pressure vessels.

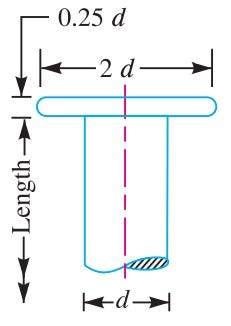
5.7 Flathead Rivet
For small and light jobs on sheet metal, flat head rivets are used. These are generally used in non-ferrous metals and thin sheets. Its head is flat. The diameter of its head is 2D, and its height is 0.33D.
5.8. Counter Sunk Heads
The counter sunk heads are mainly used for ship building where flush surfaces are necessary. The diameter of its head is 1.7 D and height of head is 0.45d.

5.9. Steeple Head
steeple head has and angle of 60 deg and dia of 2d. The pan heads have maximum strength, but these are difficult to shape.

5.10. Round Counter Sunk Head
A pan head with a tapered neck is shown in the figure. all other characteristics are according to Pan Head.

6. Types Of Riveted Joints
Following are the two types of riveted joints, depending upon the way in which the plates are
connected.
1. Lap joint
2. Butt joint
6.1. Lap Joint
A lap joint is that in which one plate overlaps the other and the two plates are then riveted together.
6.2. Butt Joint
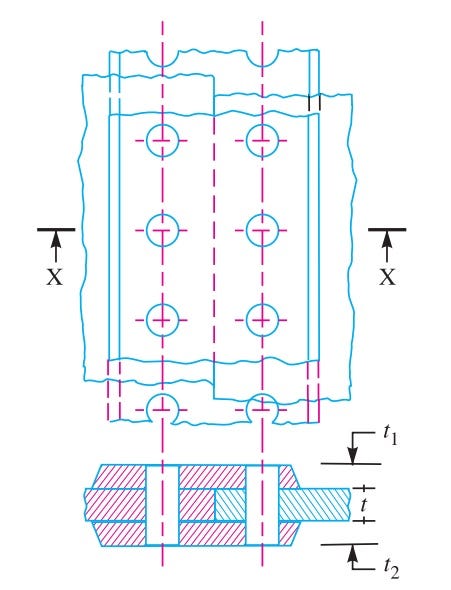
A butt joint is that in which the main plates are kept in alignment butting (i.e. touching) each other and a cover plate (i.e. strap) is placed either on one side or on both sides of the main plates. The cover plate is then riveted together with the main plates. Butt joints are of the following two types :
1. Single strap butt joint
In a single strap butt joint, the edges of the main plates butt against each other and only one cover plate is placed on one side of the main plates and then riveted together.
2. Double strap butt joint
In a double strap butt joint, the edges of the main plates butt against each other and two cover plates are placed on both sides of the main plates and then riveted together.
7. Failures Of A Riveted Joint
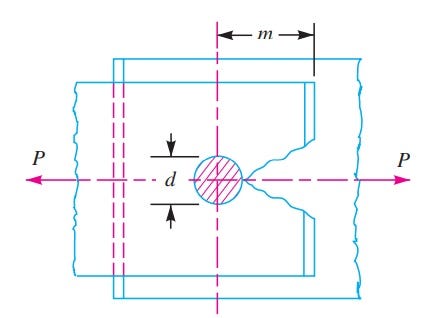
7.1. Tearing Of The Plate At An Edge
A joint may fail due to tearing of the plate at an edge as shown in Fig. This can be avoided by keeping the margin, m = 1.5d, where d is the diameter of the rivet hole.
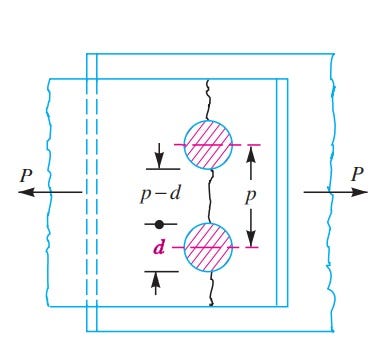
7.2. Tearing Of The Plate Across A Row Of Rivets
A joint may fail due to tearing of the plate at an edge as shown in Fig. This can be avoided by keeping the margin, m = 1.5d, where d is the diameter of the rivet hole.
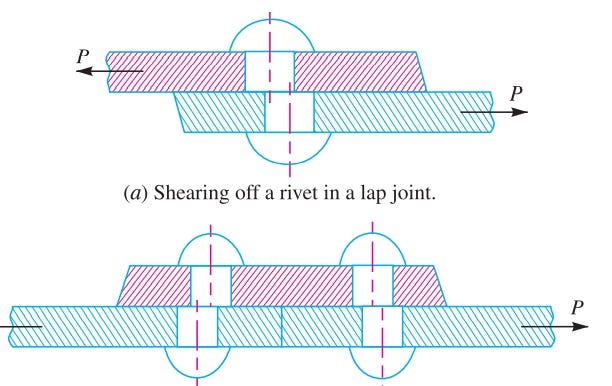
7.3. Shearing Of The Rivets
The plates which are connected by the rivets exert tensile stress on the rivets, and if the rivets are unable to resist the stress, they are sheared off as shown in Fig. The resistance offered by a rivet to be sheared off is known as shearing resistance or shearing strength or shearing value of the rivet.
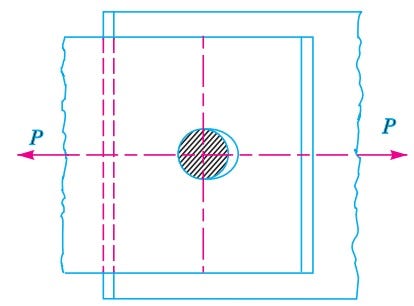
7.4. Crushing Of The Plate Or Rivets
Sometimes, the rivets do not actually shear off under the tensile stress but are crushed as shown in Fig. Due to this, the rivet hole becomes of an oval shape and hence the joint becomes loose. The failure of rivets in such a manner is also known as bearing failure. The area which resists this action is the projected area of the hole or rivet on the diametral plane. The resistance offered by a rivet to be crushed is known as crushing resistance or crushing strength or bearing value of the rivet
8. Methods Of Riveting
The function of rivets in a joint is to make a connection that has strength and tightness. The strength is necessary to prevent failure of the joint. The tightness is necessary in order to contribute to the strength and to prevent leakage as in a boiler or in a ship hull.
When two plates are to be fastened together by a rivet as shown in Fig. The holes in the plates are punched and reamed or drilled. Punching is the cheapest method and is used for relatively thin plates and in structural work. Since punching injures the material around the hole, therefore drilling is used in most pressure-vessel work. In structural and pressure vessel riveting, the diameter of the rivet hole is usually 1.5 mm larger than the nominal diameter of the rivet.
The plates are drilled together and then separated to remove any burrs or chips so as to have a tight flush joint between the plates. A cold rivet or a red hot rivet is introduced into the plates and the point (i.e. second head) is then formed. When a cold rivet is used, the process is known as cold riveting and when a hot rivet is used, the process is known as hot riveting. The cold riveting process is used for structural joints while hot riveting is used to make leak-proof joints.

